�ӱ����عܵ��b������˾���(j��ng)����139��317��30975���˜����l��ڏ��������a(ch��n)�S�ҡ���(y��u)�|���l���ܼӹ�ӆ�����a(ch��n)�S���ļҺá� �ҏS�a(ch��n)Ʒ�漰�����V�������ʹ�ڏ�ϵ�С����P�ϵ�����̼�ϵ����������Ͻ��ϵ����������������ϵ�� ��\�r��ϵ�С����˷ǘ�������������ˡ������������늏S��늘˴��ô��˻����˜�ϵ���������ҏS�a(ch��n)Ʒ��Ҫ߀�У�̼䓏��ܡ��Ͻ�䓏��ܡ����P䓏����������ڏ�������늏S�Ï���������͏���������l���ܡ��o�p���� ����90�ȏ������������Џ��ܷ������ش�45�ȡ�60���������90��180���������360�ȵ������gӭ��늴�ԃ��������ڴ��c��������
���ܰ�������������ͬ������ɷ֞����Ə����������_�����ܺͺ��ӏ������������Ə����ַ֞����к͟��ЃɷN���������ؽ�B�����й��O��ĽY�����c��������ܼ������ȷ����֪�R��������Լ����Ə��ܵ�����Ӌ��������
���Ə���߀��Ҫע�����ׂ����E��
1���������Ə��ܙE�A�ʻ��۲�ƽ�ȳ��^�˜�Ҫ��r������ֻ�܈�U�����������������
2����ʯ�ͻ����ܵ����üӟ᷽�����Ə��ܕr��������˜p�وA�ܔ����׃���������܃�(n��i)���뽛(j��ng)�ӟ��ɵĺ�ɰ������S���S�ô�ܱڣ��Ա��C��ɰ��M�
3���������Џ��ܶεļӟ�ض�Ҫ������һ��������(n��i)���^������^�Ͷ���Ӱ푏��ܵ��|���������䏝���Ə��ܕr������̥���x��Ҫ���m�������^���ܱ����Ə��ܕr���������˷�ֹ����׃�����������ù܃�(n��i)��ɰ��������M������������x����m̥�������M�����������
4������Qֱ��С�ڻ����200mm�Ĺ��I(y��)�ܵ����������M���������Ə��ܡ��ڲ��ܲ������Ə��ܵ���r����������ɲ��ú��Ə���������Ӳ������ϩ���Ϲ�����o�������ˮ�ܵ��r�����Բ���ע�ܳ��͵ļ������^���������Qֱ������200mm�ľ���ֱ�p��������ͨ�����ú��Ə��ܡ�
����С�ڏ��������a(ch��n)�S�� ���ƺ�ڏ��� �ӹ����gҪ��
���ܵ�һ��֪�R
�����Ǹ�׃�ܵ�����Ĺܼ���������ڹ��ӽ���������D�������@����̎������������Կ��������������
���Ə��ܾ����^�õ���s������͉��ߡ�����С�ȃ�(y��u)�c���������������ʩ���г������á�
���ܵ���Ҫ��ʽ�У����N�Ƕȵď��^������U�ιܡ����؏�(��Q���֏�)�ͻ��Ώ��ܵ��������D1��1��ʾ�������
���^�ǎ���һ�����⏝���ǵĹܼ������������ڹ��ӵ��D��̎�������^�ď����돽��R��ʾ�����R�^��r������ӵď������־��^����������ܾͱ��^ƽ��������R�^С�r��������ӵď������־��^С�����þ��^�������
���؏��ǎ��Ѓɂ�������(һ���135��)�Ĺܼ�������؏����ӏ��������ľ��g�ľ��x�������؏��ĸ߶����������ĸh��ʾ�������҃�(n��i)��ů��֧���c�ɹܼ�ɢ�����B��������ܵ��c����ͬһƽ���ϵĽ��c�B�ӕr������һ������Á��؏���
U�ι��dz�����A�εĹܼ���������ӵăɶ����ľ����ľ��xd���ڃɱ������돽R������U�ιܿɴ���ɂ�90�㏝�^������(j��ng)���Á��B���������õăɂ��A����ɢ�����������
�D1-1���ܵ���Ҫ��ʽ
���Ώ����ǎ������������ǵĹܼ�����������g��һ���90�������Ƚdz�135����������������Ώ��������@�^���������������������ˮ�������l(w��i)���O����ܕr��������(j��ng)�����û��Ώ��ܡ�
���ܳߴ��ɹ���������ǶȺ͏����돽���ߴ_���������Ƕȸ���(j��)�D����ʩ���F(xi��n)�����H��r�_���������Ȼ���Ƴ��Ӱ���������Ӱ����Ʋ����Ӱ�z�����ƹܼ������Ƕ��Ƿ����Ҫ������Ӱ���ÈA����������A䓵�ֱ������(j��)���й��Ĵ�С�x�������10-14mm����������ܵď����돽��������С���OӋҪ�����PҎ(gu��)��������������Ȳ����^�������Ҳĩ̓�x��̫С�����鏝���돽�^����������ò��϶࣬���ҹ��ӏ���������ռ�ĵط�Ҳ���������@�ӕ��o�ܵ��b�䎧�����y�������돽�x��̫С�r���������^�����ܱ������^�����L���p����ʹ�䏊�Ƚ������������ڏ��^��ȹܱڱ����s���γɰ��y��B(t��i)�����ˣ�һ��Ҏ(gu��)�������Џ��ܵď����돽����С�ڹ����⏽��3��5���������Џ��ܵď����돽����С�ڹ����⏽��4�������ӏ��^�ď����돽����С�ڹ����⏽��1��5���������_�����^�����돽����С�ڹ����⏽��
���ܕr���������^��ȵĽ��ٱ����s���ܱ�׃���������^����Ľ��ٱ�����������ܱ�׃�����������돽ԽС��������^����ܱڜp����Խ������������������ȵ�Ӱ푾�Խ���������ʹ���ӏ�������ԭ�еĹ����������^���׃���һ��Ҏ(gu��)�����ӏ����ܱڜp���ʲ��ó��^15��������ܱڜp���ʿɰ���ʽ�M��Ӌ�㣺
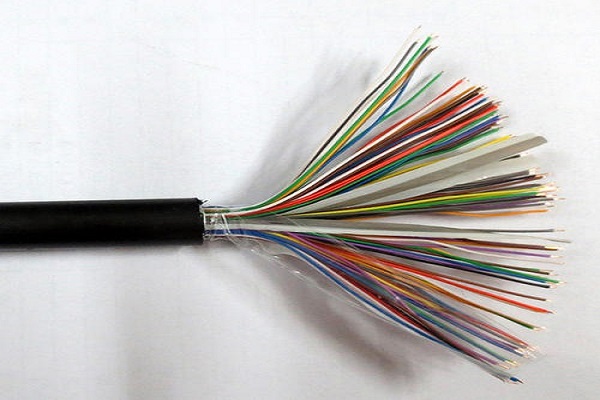
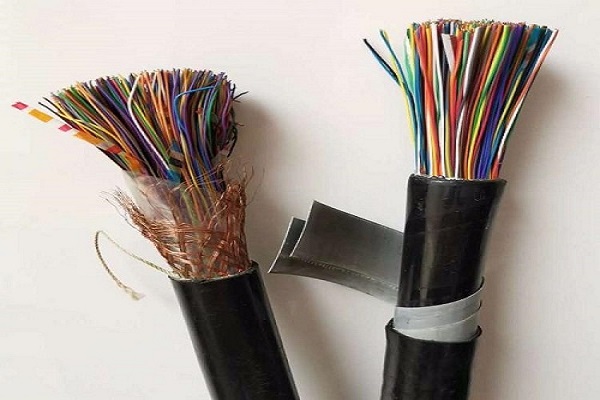
���������҂���Ҷ���İ��,�ܼ�����;�����dz���,�����҇��w�F(xi��n)�IJ�һЩ,�oՓ�ǘ�Ʒ���Y�Ͻ�B,�ܼ��Nܶ�,��ʽ����.���Ҫ�o�ܼ���һ�����x,���J�鷲�ǹܲĽ�(j��ng)�^��ӹ����a(ch��n)�Įa(ch��n)Ʒ����ԓ���ڹܼ��ķ���.�ձ��_�����.��ô�ܼ���Ȼ�ǹ�����ԭ��ͨ�^��ӹ��ɞ�һ�N�a(ch��n)Ʒ,����,�@�N�a(ch��n)Ʒ���й��Ӻ͙Cе������p������,�Ƕ��ߵĽY��.�����ǹܼ�����횵�ԭ����,���ܼ��ļӹ������ܶ�,ֻҪ�ǙCе�ӹ��ķ���,�������ԑ���.�ܼ���ʲô�ڇ���l(f��)չ���Ѹ��,���J���Ѓɂ����^ͻ���ă�(y��u)�c:һ�ǿɴ��沿�֙C�ӹ��a(ch��n)Ʒ,���ұșCе�ӹ���,�T��,���Y���������p,��(ji��)�s����,���DZșCе�ӹ��a(ch��n)Ʒ��(ji��)ʡ����,���r,�������ɱ�
���ˏ���1
���Џ���0������ָ�����돽����1.5DN�ď���䓹������ڹܵ�����������������ķ�����ͬ�����ܵı�ʾ�������⏽X������������108X6. �䏝���돽�Ǐ�1.5D���ρ��f������1.5D�鏝�^����������Ͼ��Ǐ�������������ƺӱ��Ͻ����S�ҵĴ��ַ֞����к͟��ЃɷN��������s�����^��������߉���������С�ȃ�(y��u)�c�������������V��ʹ���������Ŀǰ��ֹ̼����Џ����^��ʹ��ԓ��������������һЩ��ɫ���ٹܺ����Ϲܵ��Џ��������@��(y��u)�������ԓ����������Ҫ�У���ɰ��������ӟ��������������ɰ������кϽ����S�ҵĴڏ�һ����18-219����ڏ��Դ�Щ�͑�ԓ�ß��Џ����ˡ�������������ܱڿ��ܳ��F(xi��n)�ް������E�A�ȬF(xi��n)����������|�����ƣ�1.���ܳ����^���Н������a(ch��n)Ʒ�|����Ӱ푣���I(y��)�ڂ��y(t��ng)�ď������a(ch��n)��ˇ�����������õ����õď��ܱ����|��������ȡ�ܶ���k�����������а��������ø����M�ߙn�ď��ܙC���Ï��ȸ��ߵ�ģ��������߲��Ý����a(ch��n)Ʒ���k����2.���ܕr�����������������(n��i)���܉������S����λ�Ät�c���ܷ�������ͬ��������픏�ʽ(���s����)�����r�����S̎���x��ڼs1/3̎��������(�؏�ʽ)�����r�����������S̎���x���2/3̎����˱��ڹܵ���������ʹ������������������3.��̥�ľ���Ҳ��Ӱ푏����|��������֮һ���҂��ڏ�̥����r�����Ҏ(gu��)��ߴ�Ҫ�������һ��������r��ͬ�rҲҪ���Ñ���ʹ�Õr����(j��)���ƹ��x�������ď�̥�����4.�ܲı����Ŀɏ��������c���港�g��r�����������Ӱ푵������|�����F(xi��n)��ʩ���r�����������������˽ⱻ�ӹ��ܵ��IJ��ϣ��ӹ����ܺ͌����港�g��r�����a(ch��n)�Д��������5.�������r������������������M�����������Ԍ���ȱ۱������������ö��p��,��(n��i)���܉����������ö������������N1��N2ʹ���әM����l(f��)��׃����

�S��")